Propulsion Component Test Stand Design
for Qualification and Production Testing
To do so, various elements of a previous propulsion component qualification test program will be examined to highlight the key takeaways that led to a successful test campaign. In this program, three pneumatic valves—serving as key components of a launch vehicle propulsion system—were qualified for flight in conformance with Flight Terminations Systems Commonality Standard RCC 319-14, FAA Title 14, MIL-STD-461, and MIL-PRF-27401. The customer supplied three identical qualification test articles for each valve group to move through the full test sequence, as shown in table 1.
Instrumentation Engineer
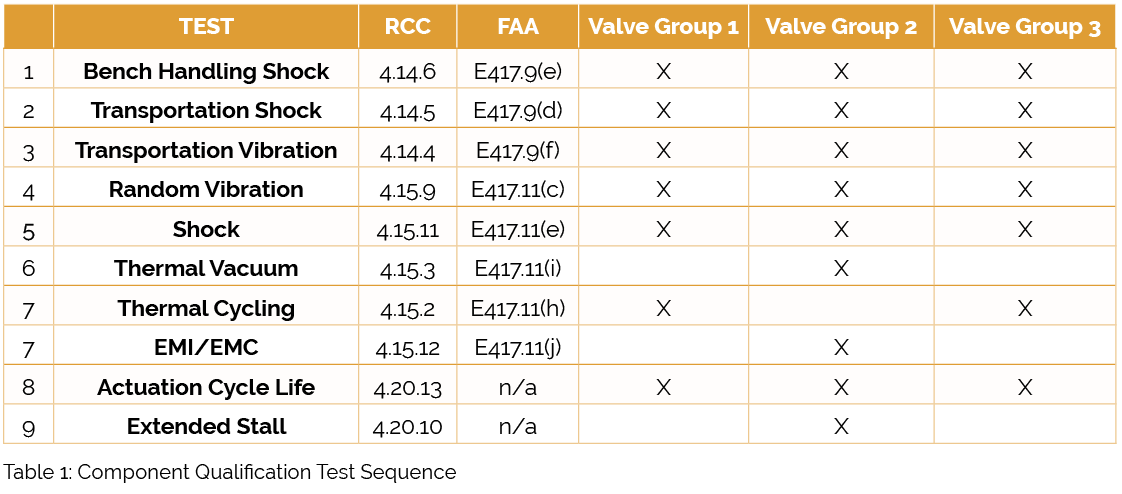
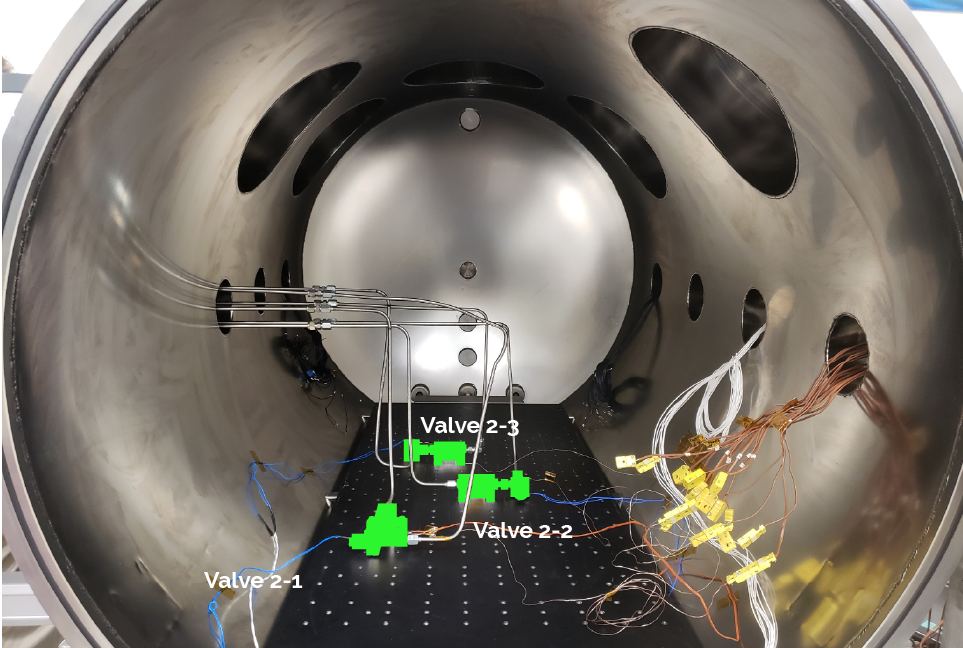
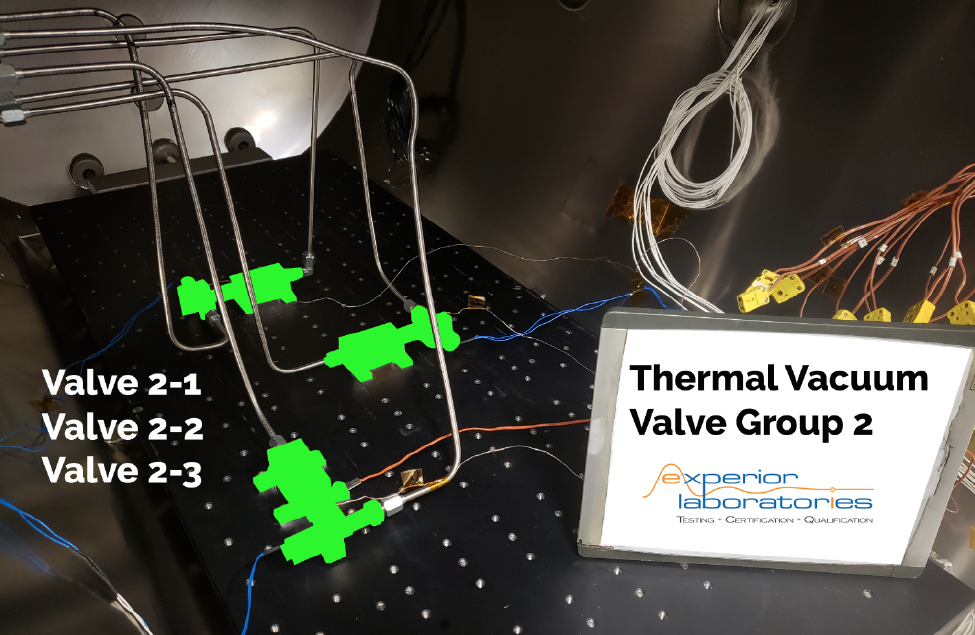
Note that because Valve Group 2 was an electromechanical class of components, Thermal Vacuum testing was required. This resulted in a slightly different test sequence and contributed to the overall test methodology. The high-level failure criteria can be summarized as any test article that (1) does not satisfy a performance specification, (2) has an unexpected change in performance, (3) has any visible damage or defects, and/or (4) has any test results that indicate an out-of-family condition when compared to other tests even if it satisfies other test criteria.
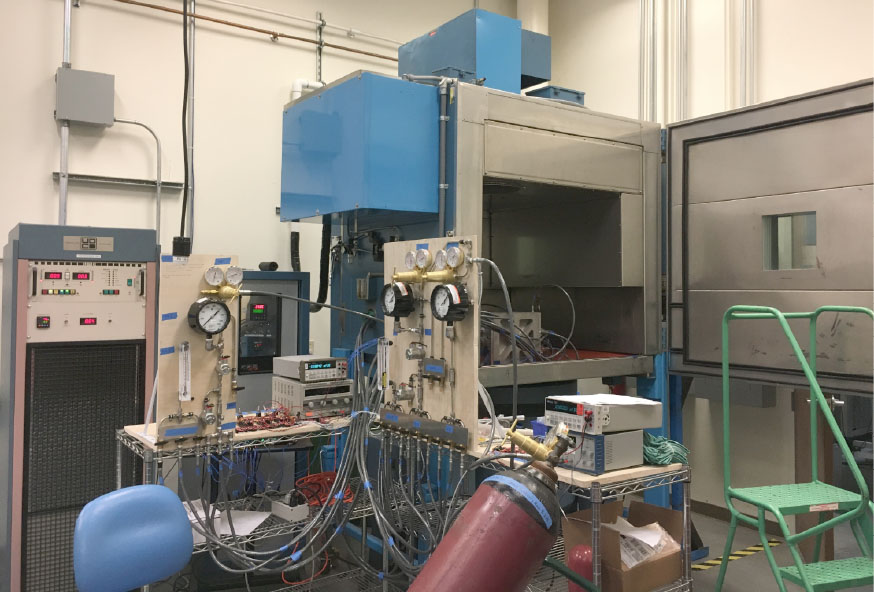
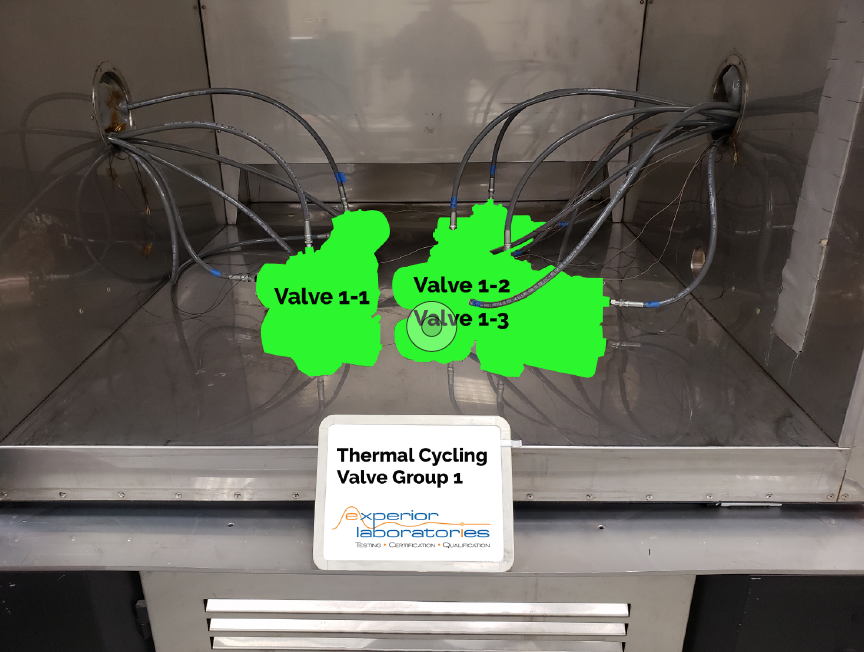
The crucial first step was to build an accurate schedule forecast to confidently identify key program drivers and possible bottlenecks that could be optimized to satisfy the customer’s strict timeline requirements needed to receive FAA approval. From here, the team at Experior Laboratories was able to leverage their facilities’ environmental and dynamic test system resources to parallelize Vibration, Shock, Thermal Cycling, and Thermal Vacuum Tests while still being cost-effective. This ultimately drove the decision to build three separate mobile pneumatic test setups and dynamic test fixtures to accommodate the parallel test flow approach and customize each setup to its respective valve group.
All qualification test units underwent functional actuation and external leak tests before and
after vibration and shock testing to verify no damage occurred as a result of simulated dynamic or climatic stress.
Minimum Qualification Random Vibration Profile
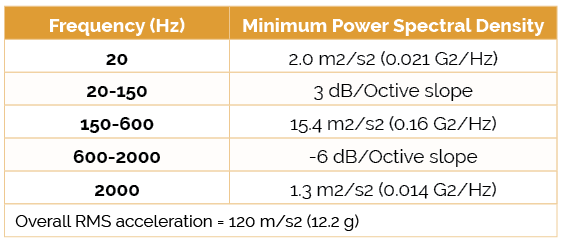
Table 2: RCC 319-14 4.15.9 Qualification Random Vibration Specifications
Experior Laboratories Vibration Testing Capabilities
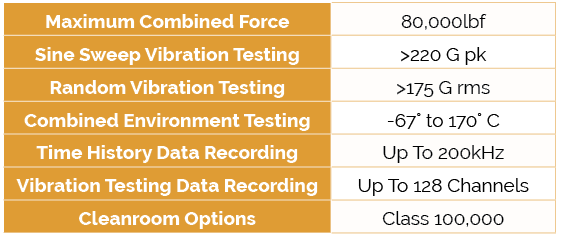
Table 3: Experior Laboratories Vibration Testing Capabilities

Figure 1: Random Vibration at Temperature (Valve Groups 2 & 3)
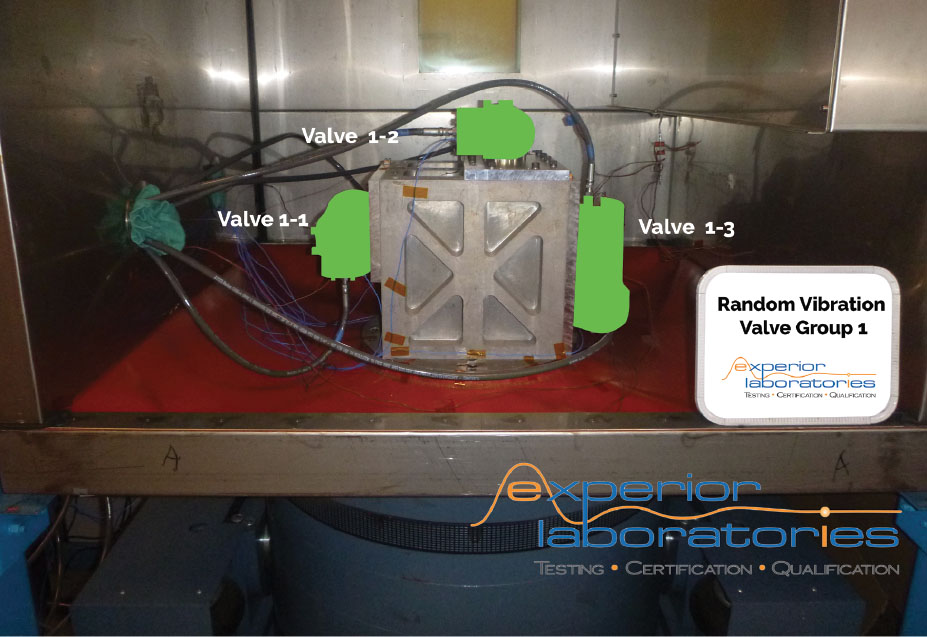
Figure 2: Random Vibration at Temperature (Valve Group 1)
Minimum Breakup Qualification Shock Profile
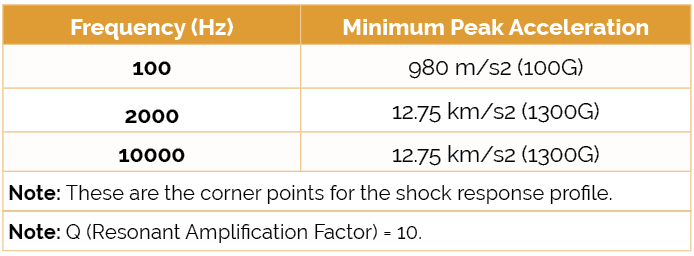
Table 4: RCC 319-14 4.15.11 Qualification Shock Specifications
Experior Laboratories Vibration Testing Capabilities
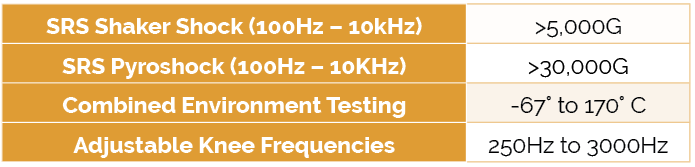
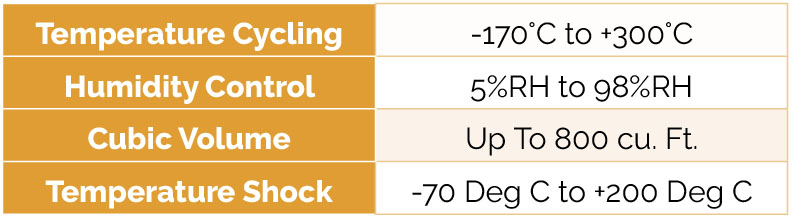
Table 5: Experior Laboratories Climatic Testing Capabilities
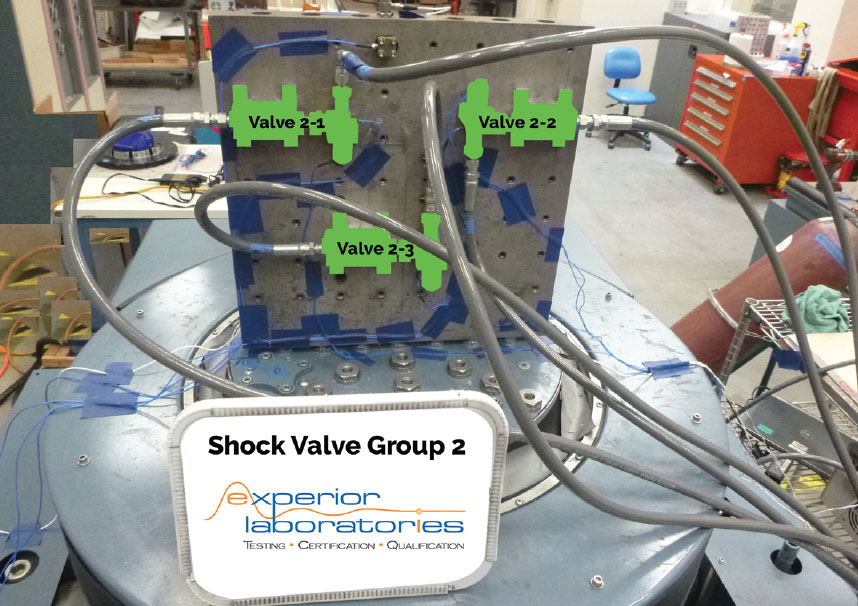
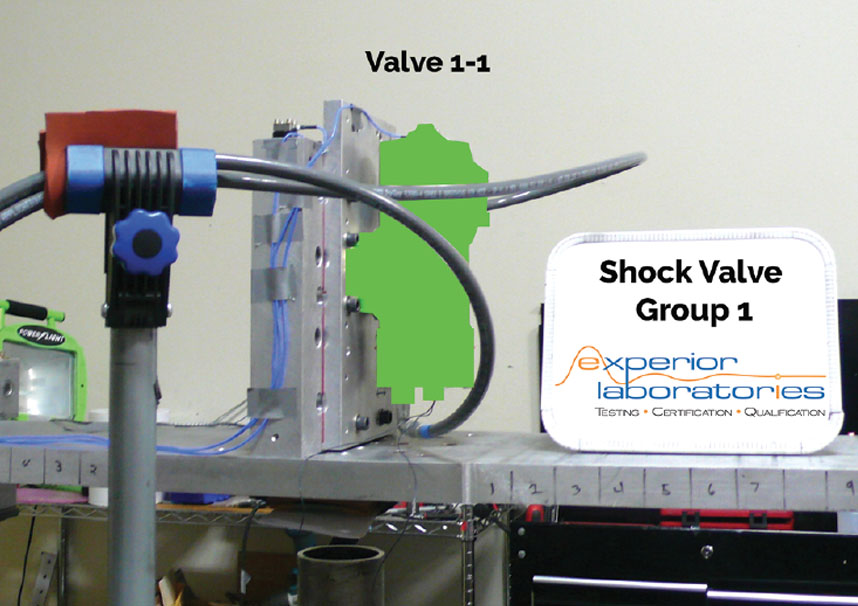
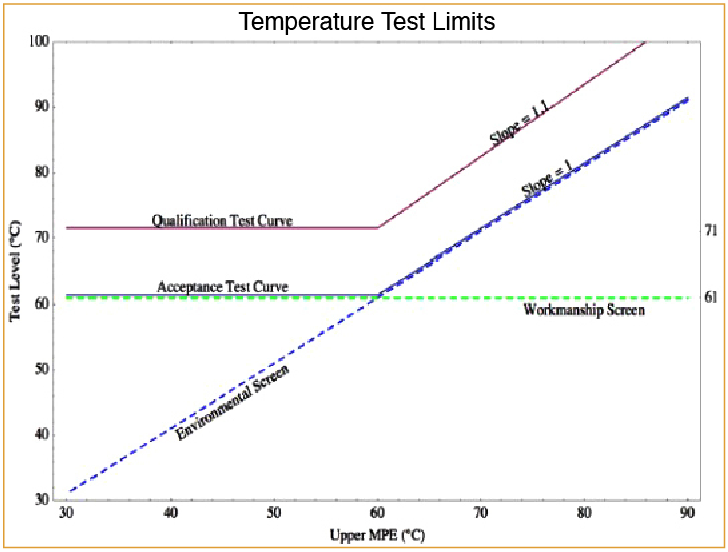
Figure 6: RCC 319-14 4.15.2 Qualification Upper MPE Specifications
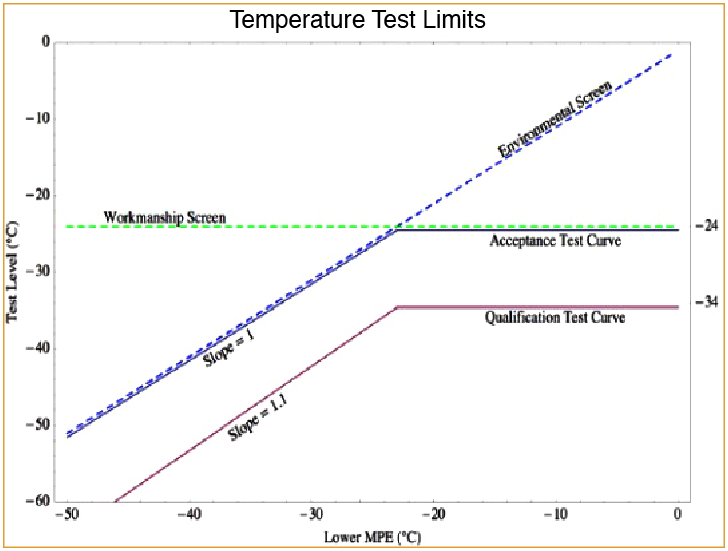
Figure 7: RCC 319-14 4.15.2 Qualification Lower MPE Specifications
Qualification Thermal Vacuum

Performance Tests Required at the Upper and Lower MPE Temperatures
Table 7: RCC 319-14 4.15.3 Qualification Thermal Vacuum Specifications
Experior Laboratories Thermal Vacuum Testing Capabilities
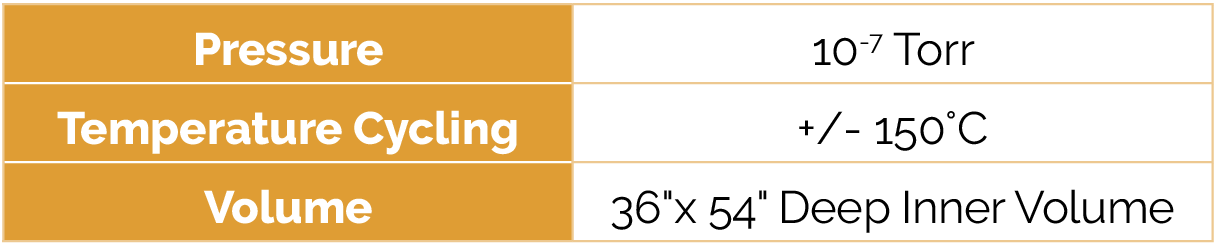
Table 8: Experior Laboratories Thermal Vacuum Testing Capabilities
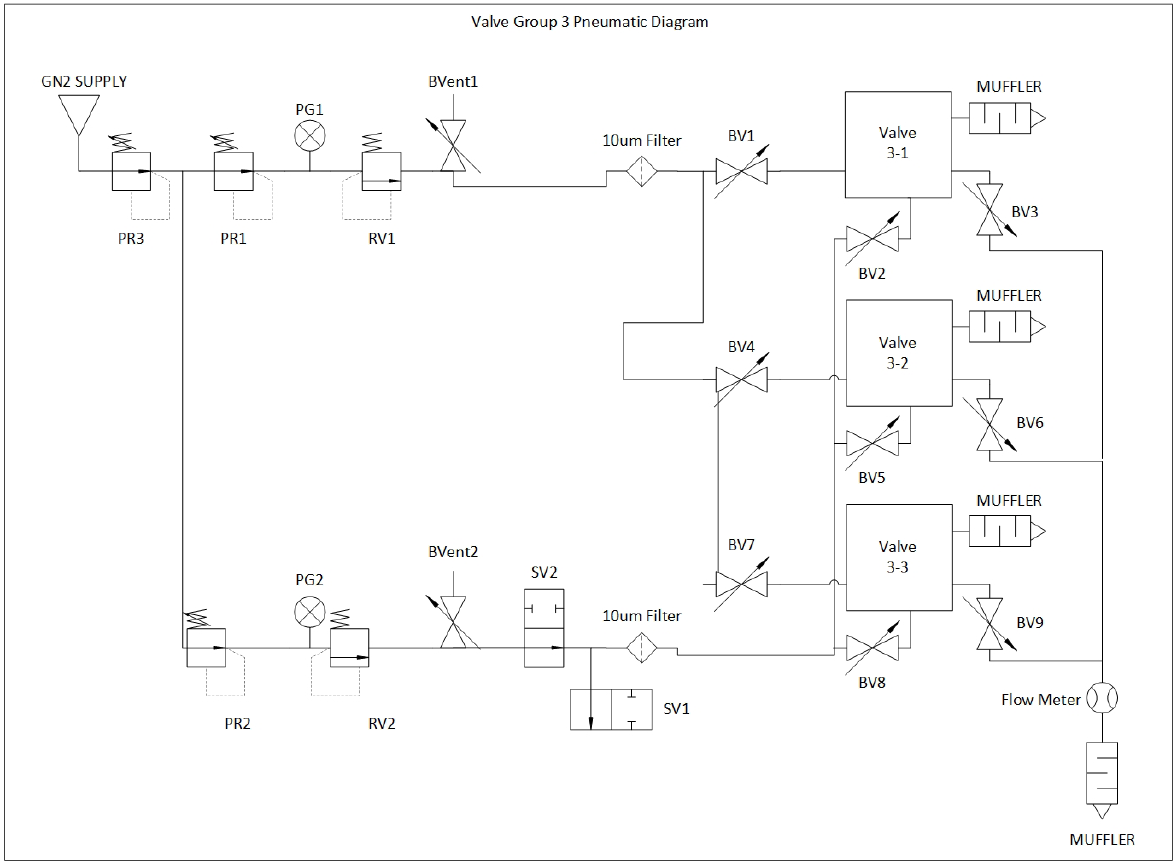
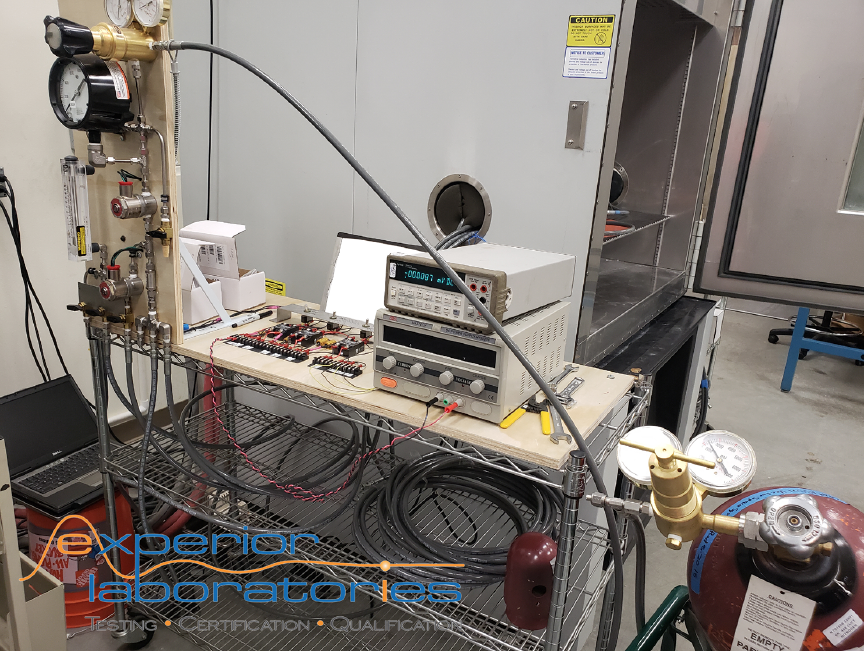
All test articles were required to undergo Actuation Cycle Life tests in compliance with RCC 319-14 4.20.13 specification for pneumatic components. This required all pneumatic test articles to undergo 500 actuation cycles at MEOP to satisfy performance requirements. A customized control and data acquisition system was implemented into the test setup to automate this test for overnight operation thus reducing test time and human resources needed to manually operate the pneumatic setups.
Qualification Thermal Vacuum
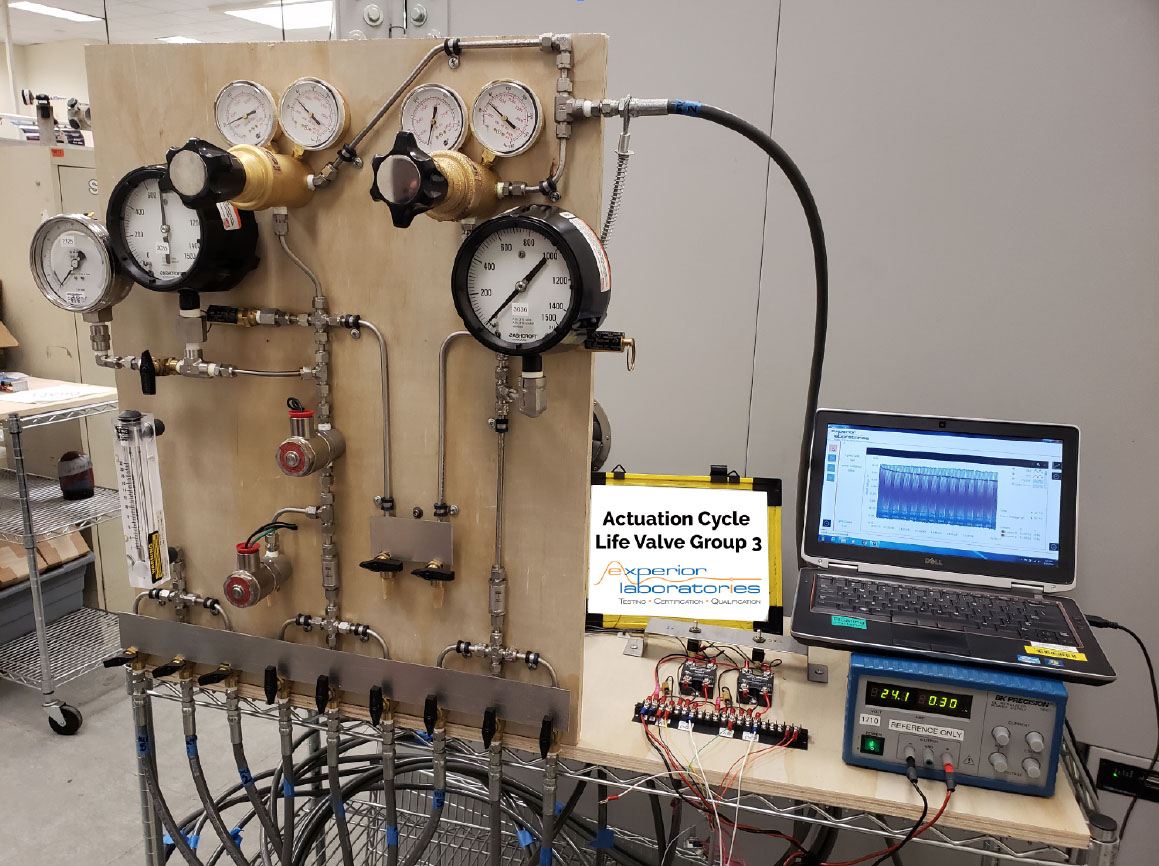
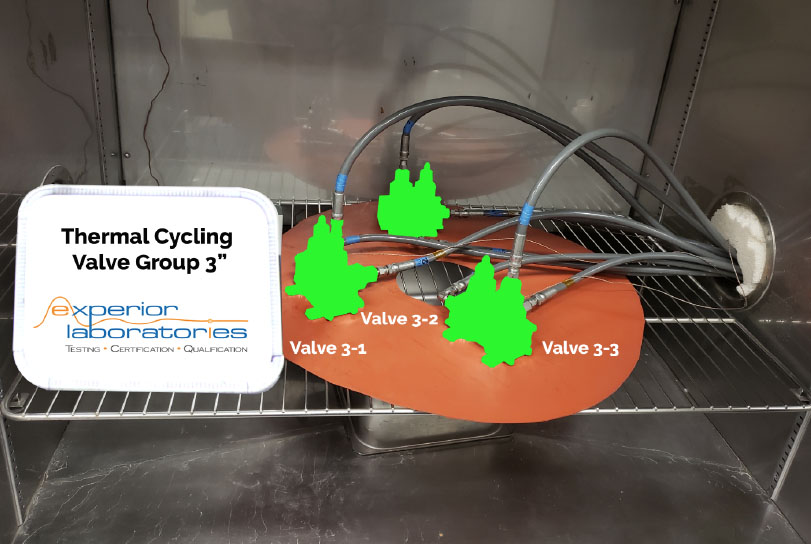
Figure 14: Qualification Actuation Cycle Life (Valve Group 3)
Experior Laboratories Thermal Vacuum Testing Capabilities
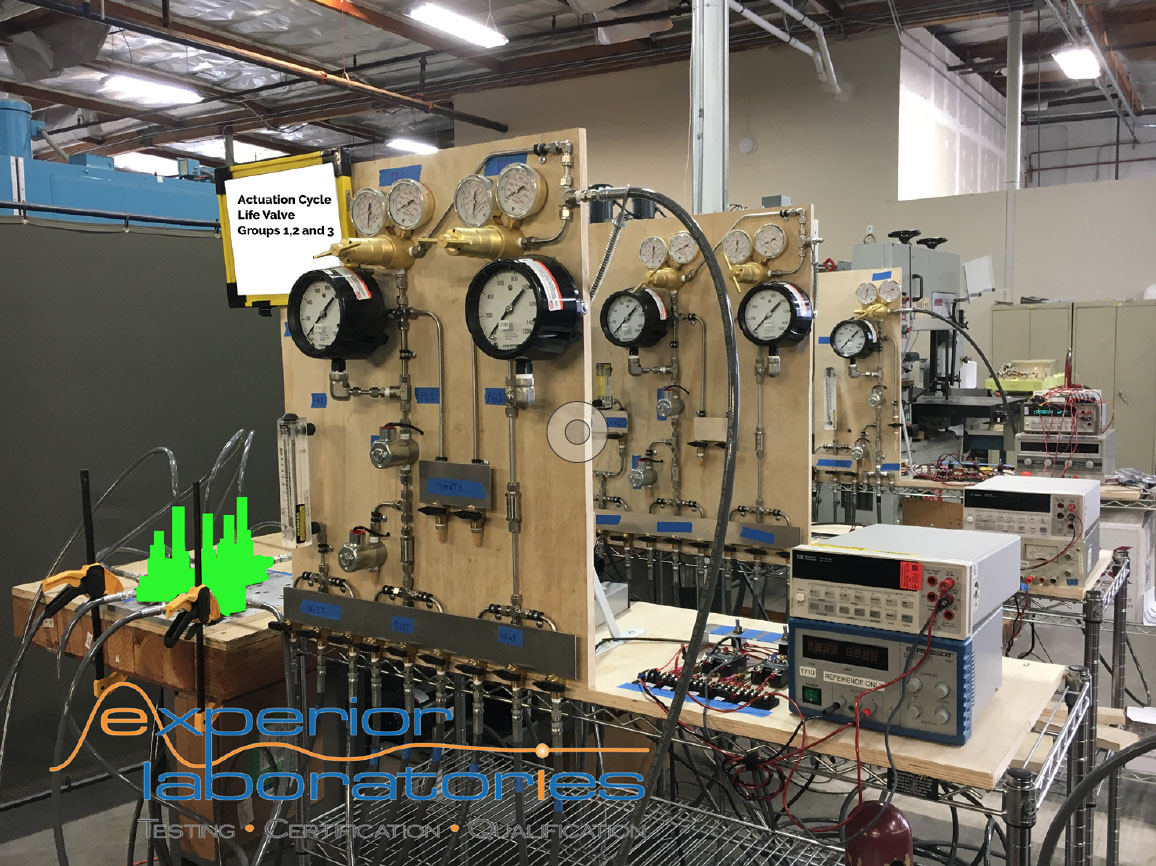
Figure 16: Qualification Actuation Cycle Life (Valve Groups 1,2, and 3)